




سیستم سروو چاقو تعقیب در تجهیزات اتوماسیون ساختمانی


معرفی محصولات:
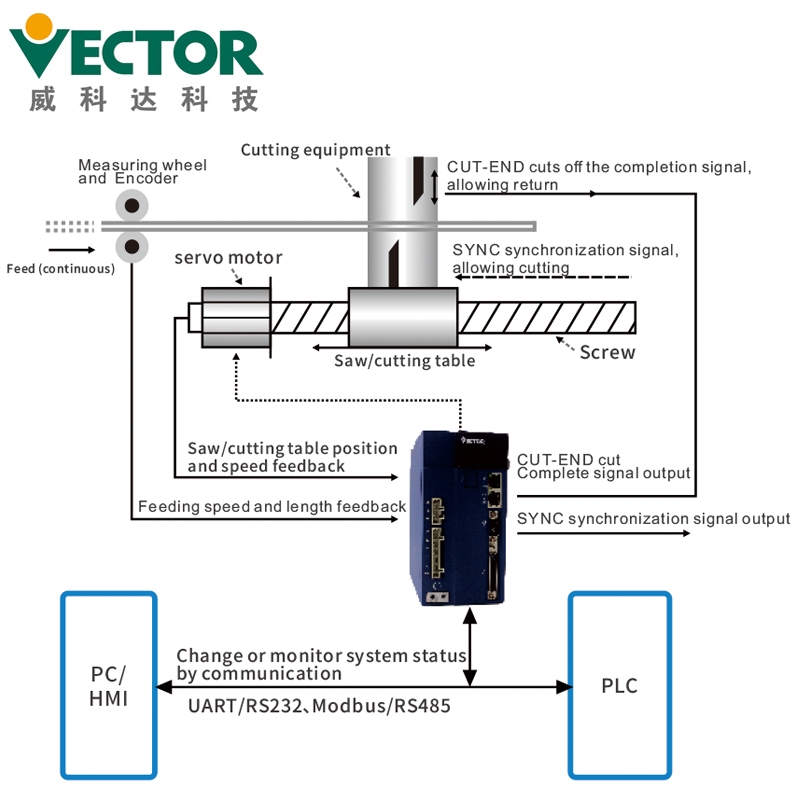
سرووی ویژه تعقیب و گریز VEC-VCF حاوی عملکرد کنترل خودکار تعقیب و گریز است.با سرعت تغذیه مواد پردازش شده، سرعت رو به جلو میز اره به طور خودکار کنترل می شود.وقتی به طول تنظیم شده رسید، وارد منطقه همگامسازی میشود و سیگنال برشی را برای پردازش ارسال میکند.این محصول برای: انواع میله، لوله، تثبیت طول پروفیل اکسترود شده، پر کردن/تزریق و سایر تجهیزات پردازش ویژه که نیاز به حرکت با قطعه کار دارند مناسب است.
ویژگی های محصولات:
1. به طور خودکار منشا مکانیکی را پیدا کنید (روش مختصات مطلق).
2. حرکت به جلو و معکوس، به طور دلخواه مبدا ماشین را مشخص کنید (روش مختصات نسبی).
3. تابع شتاب منحنی S که به طور خودکار سرعت تغذیه خط اصلی را ردیابی می کند
و پیش بارگذاری را محاسبه می کند
4. در فرآیند شتاب منحنی S، جبران گشتاور نیز می تواند برای همگام سازی سریع و کاهش خطاهای برش استفاده شود.
5. منحنی S چهار بخش (شتاب / کاهش سرعت، شتاب معکوس / کاهش سرعت)، می تواند به صورت جداگانه تنظیم شود.
6. علامت چاپ را بشناسید و طول برش را به طور خودکار تصحیح کنید.
7. تنظیم Mark-Window را برای چاپ علائم نگارشی برای افزایش توانایی تشخیص علامت ارائه دهید.
8. تابع مدیریت سفارش، چهار گروه از سفارشات را می توان در اراده تغییر داد.
جزئیات محصول:




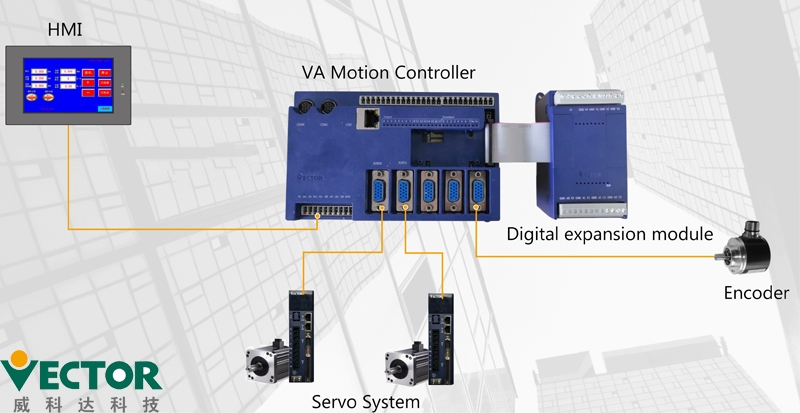
بخش کنترل:
کنترل کننده حرکت: VEC-VA-MP-005MA
ماژول گسترش IO: VEC-VA-EX-8IO *1
HMI: VEC-2104X-S
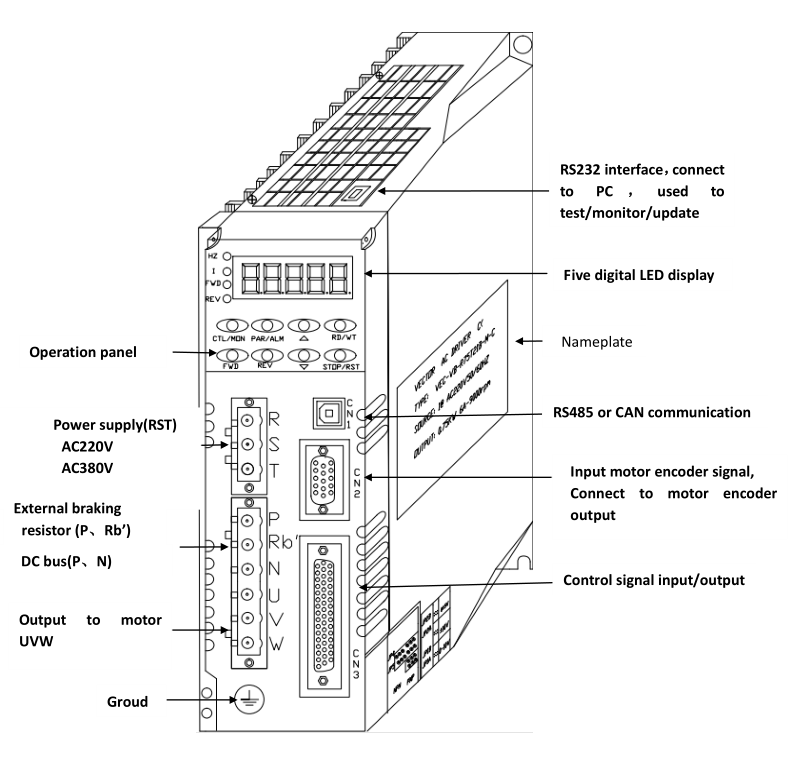
بخش سروو درایو: درایور سروو کششی: VEC-VC-022H33D-M-CA
درایور سروو خمشی: VEC-VC-02733H-ME
قسمت سروو موتور: سروو موتور کششی: 200FMB-01520E33F-MF2IA
سروو موتور خمشی: 180ME-4R415A33F-MF2K
عملکرد تجهیزات:
دستگاه خم حلقه ای از کنترل کننده حرکت VA به عنوان کنترل کننده استفاده می کند که دارای پاسخ و چرخه اسکن بالایی است.
حداقل 1 میلیثانیه است، کل عمل پردازش نرم است و تأثیر آن بر دستگاه کمتر است.کنترل می سازد
قبل از تغذیه و قبل از خم شدن می تواند به طور موثر زمان پردازش مربوطه را کاهش دهد.به عنوان مثال رکاب 200*200 را در نظر بگیرید.
اندازه گیری واقعی تنها در 3.3 ثانیه انجام می شود و به بیش از 18 در دقیقه می رسد و راندمان با نسخه PLC مقایسه می شود - توالی 4 ثانیه به طور قابل توجهی کاهش یافته است.